
VIP-lid

Volledig geprogrammeerde lasrobots voor staalconstructies
1.1 Overzicht van de functie Het systeem is een onafhankelijk systeem voor de ontwikkeling, de belangrijkste functie is het diep integreren van het la
Productdetails
1.1 Overzicht van functies
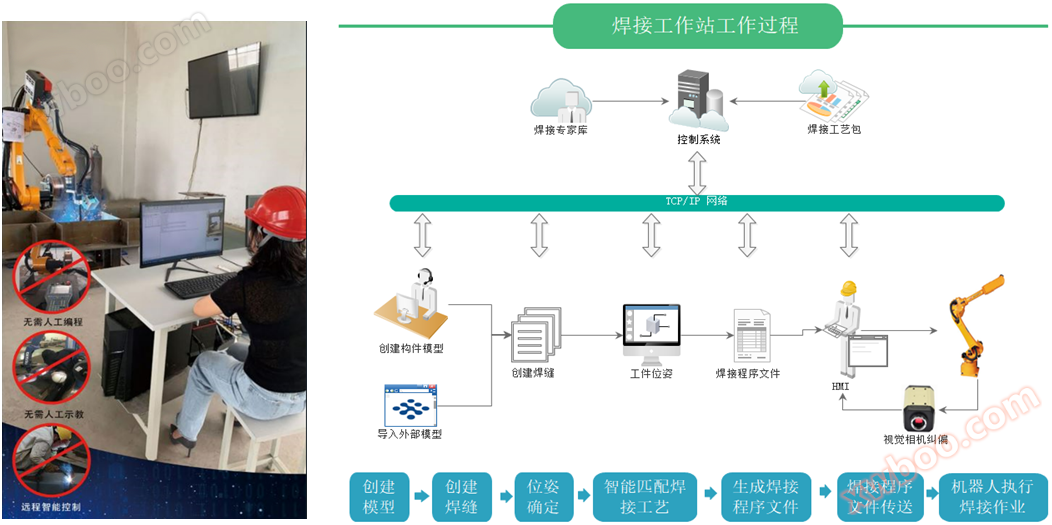
Het systeem is een onafhankelijk ontwikkelingssysteem, waarvan de belangrijkste functie is om het lasproces diep te integreren, het 3D-model opnieuw te importeren, de locatie van de hele component-lasnaad te bepalen via het visuele systeem, en het lasproces automatisch te genereren op basis van het feitelijke profiel van de locatie in het model.
Software ingezet in Op pc-systemen kunnen pc-systemen overal worden geplaatst en kunnen op afstand worden bediend via het TCP/IP-protocol, dat wil zeggen dat het veldapparaat rechtstreeks op kantoor kan worden gebruikt om te lassen.
1.1.1 Het systeem kan voldoen aan twee shiften per dag (Elke klus8 uur) normaal werken en een stabiele nauwkeurigheid kunnen handhaven;
1.1.2 De ontwerptekeningen van het werkstation zijn herhaaldelijk bewezen en het ontwerp van de simulatie, de ontwerpsterkte van de verschillende onderdelen is betrouwbaar, de montage en het onderhoud zijn gemakkelijk, op voorwaarde dat de functie wordt gegarandeerd, waarborgt de schoonheid van het uiterlijk;
1.1.3 Alle uitverkochte onderdelen van de werkstation-apparatuur worden geleverd aan bekende fabrikanten in de industrie, en de kwaliteit van alle bewerkte onderdelen is streng gecontroleerd, sterkte voldoet aan de normen, superieure prestaties en soepele beweging;
1.1.4Onderdelen en instrumenten voor de apparatuur van werkstations en alle tekeningen worden gemeten met nationale kenmerken (GB)normen; Het ontwerp, de fabricage en de gebruikte materialen van alle instrumenten en onderdelen moeten voldoen aanISOenIECTargetgelijkwaardige of andere normen;
1.1.5 Werkstation onderdelen worden vervaardigd met hoogwaardige materialen, de gekozen mechanische en elektrische componenten zijn van hoge kwaliteit, betrouwbare serie producten;
1.1.6 De robot front-end heeft een anti-botsingssensor, in het geval van een botsing kan tijdig downtime bescherming, terwijl het automatische pistool schaarsysteem en het automatische stofverwijderingssysteem kunnen worden geconfigureerd volgens de behoeften;
1.1.7 Intelligente lasfuncties zoals visuele interactie van het werkstation, driedimensionale numerieke modelaandrijving, intelligente planning van het laspad, visuele scan van het corrigerende pad, overeenstemmingsparameters en automatisch creëren van lasprogramma's in de procesbibliotheek.
1.1 Structuursoorten en aanbevolen werkwijze
1.1.1 H-type staal kraanbalk, de hoofdbalk van de versterkingsplaat maakt gebruik van de H-type staal machine met één klik om te werken, met weinig menselijke interventie, de hoogste werkproductiviteit, kunnen de exploitanten meerdere machines werken;
1.1.2 H-type stalen kolom, dakbalken, kast-structurele interne versterking plaat en hoofdlasnaad en andere structurele soorten meer producten, met behulp van visuele mens-machine interactie manier van werken, de exploitant kan meerdere machines werken;
1.1.3 brug plaat, grote doos type scheiding en andere structuren, vanwege de lange laasnaden, laasnaden type aantal is klein, het gebruik van model aangedreven voor het lassen, weinig kunstmatige interventie, het lassen van efficiëntie is hoog, de exploitant kan meerdere machines werken;
1.1.4 Ke titanium intelligente systeem is een compleet systeem, het systeem ondersteunt de bovenstaande verschillende werkwijzen, volgens de werkelijke gebruiksbehoeften de juiste module te kiezen voor het werk, de productiviteit te verbeteren.
MES-systeem
1.5 Kenmerken van het systeem:
a) Het delen van fabrieksmodelgegevens op basis van internettechnologie.
b) Processueel productiebeheer, waarbij elk onderdeel van het productieproces kan worden beheerd in het procesproces
c) Integratie en verbetering van de algehele efficiëntie van de projectuitvoering, real-time, dynamisch en realistisch, met volledige betrokkenheid bij het management
d) Processen, afdelingen, groepen en machtigingen kunnen volledig worden aangepast
e) Real-time pushing van processtromingsinformatie
f) Plannen om automatisch te organiseren volgens productie ritme
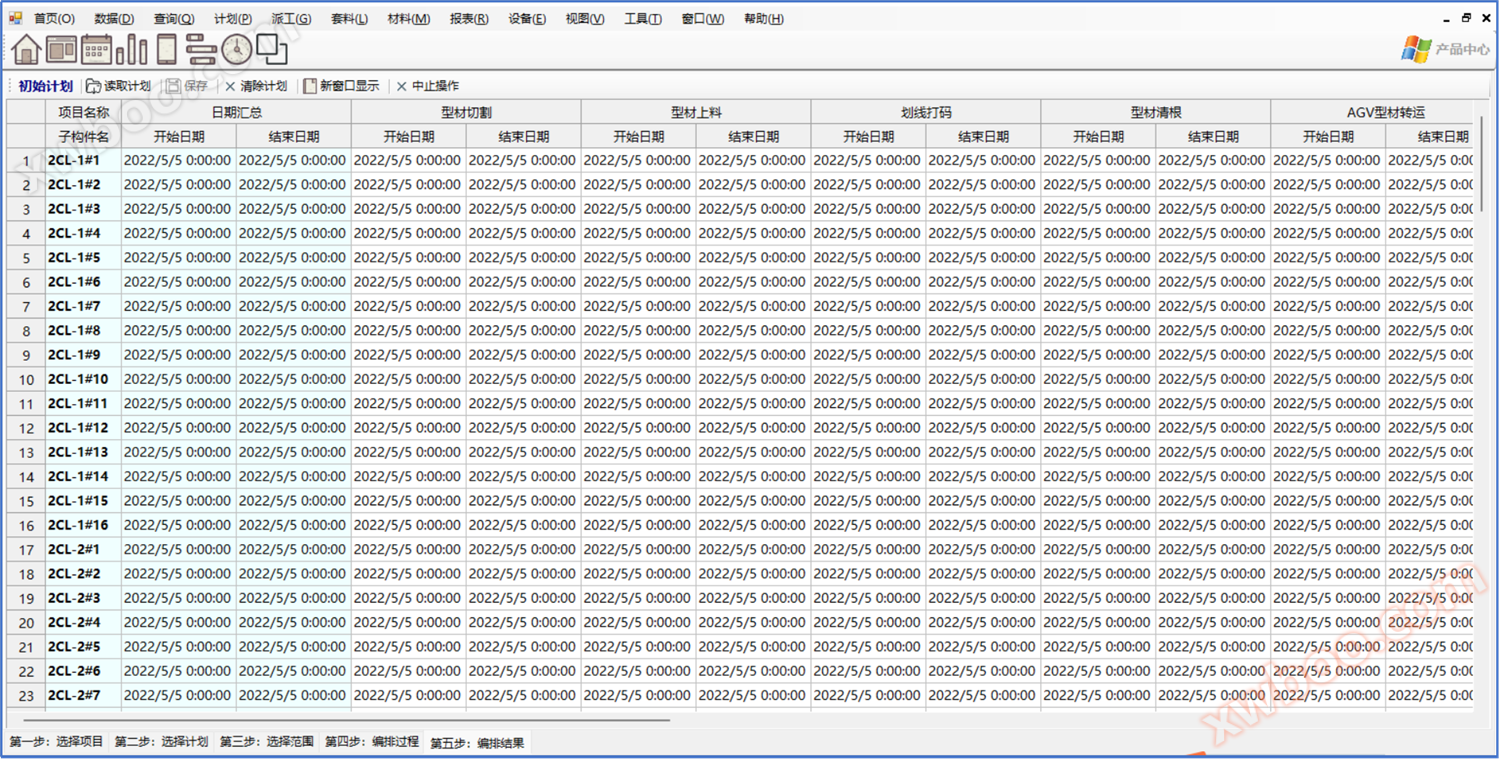
1.1.6 Planningsmodule: voordat de productietaak wordt uitgevoerd, genereert KOTIAN MES een dagelijks werkplan voor elke station en bijbehorende onderdelen op basis van de projectbehoeften en de automatische planning van de productie-ritmes van de werkplaatsen en werkstations.
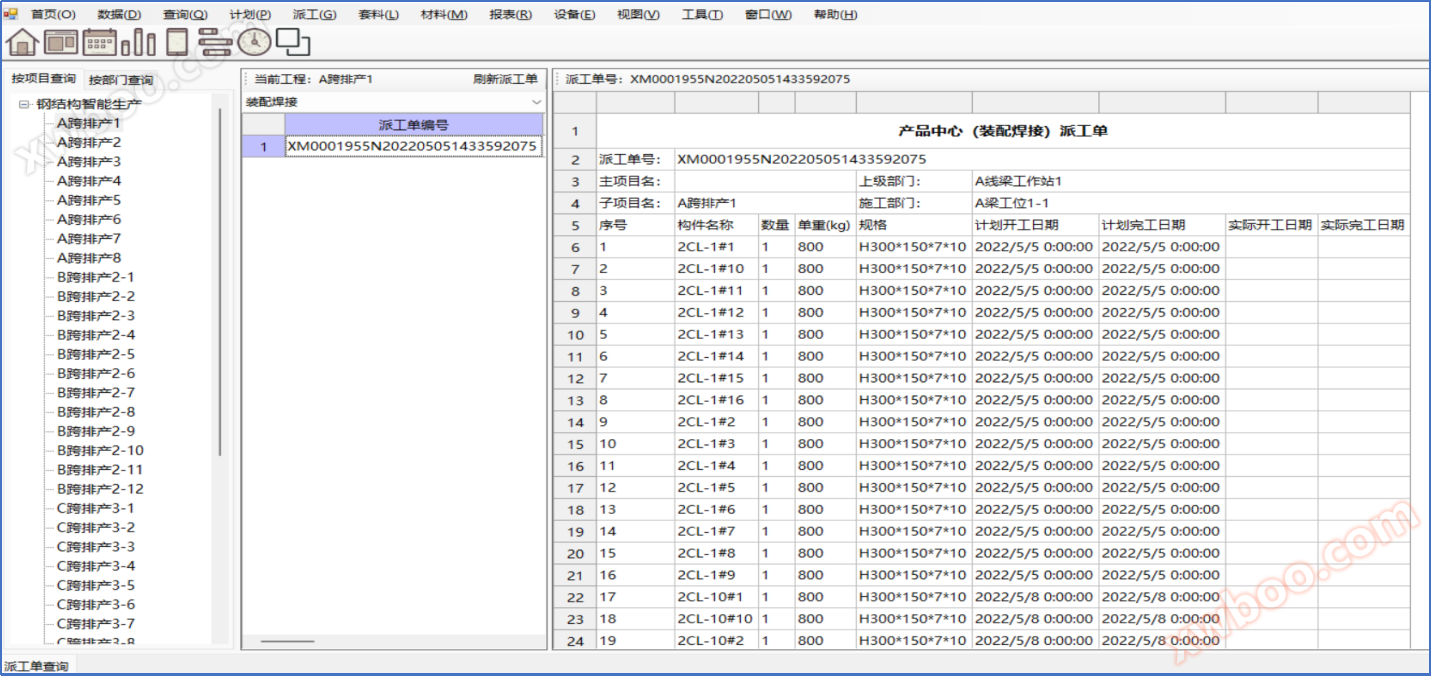
Opdrachtmodule: Genereer specifieke werktaken op basis van de projectbehoeften en de automatische planning van de productie-takten van de werkplaatsen en werkstations.
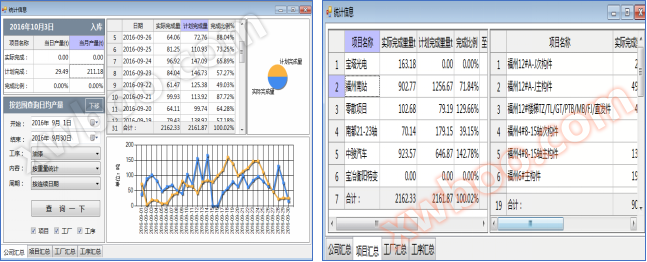
Statistische module: kan de gehele bedrijfsgegevens, projectstatistieken, fabrieksstatistieken en processtatistieken opvragen.
2. Projectprogramma's
2.1 Productsoorten
2.1.1 Structuurgrootte
|
Serienummer |
Producten |
Hoogte |
Breedte |
Lengte (met twee machines) |
|
1 |
Type H staal |
Vleugelplankhoogte≤0.8m |
≤1.2m |
≤12m |
|
2 |
Overige producten |
Plakhoogte≤0.5m |
≤1.2m |
≤12m |
2.1.2 Typische productfoto's van gebruikers


2.1 Algemene opzet
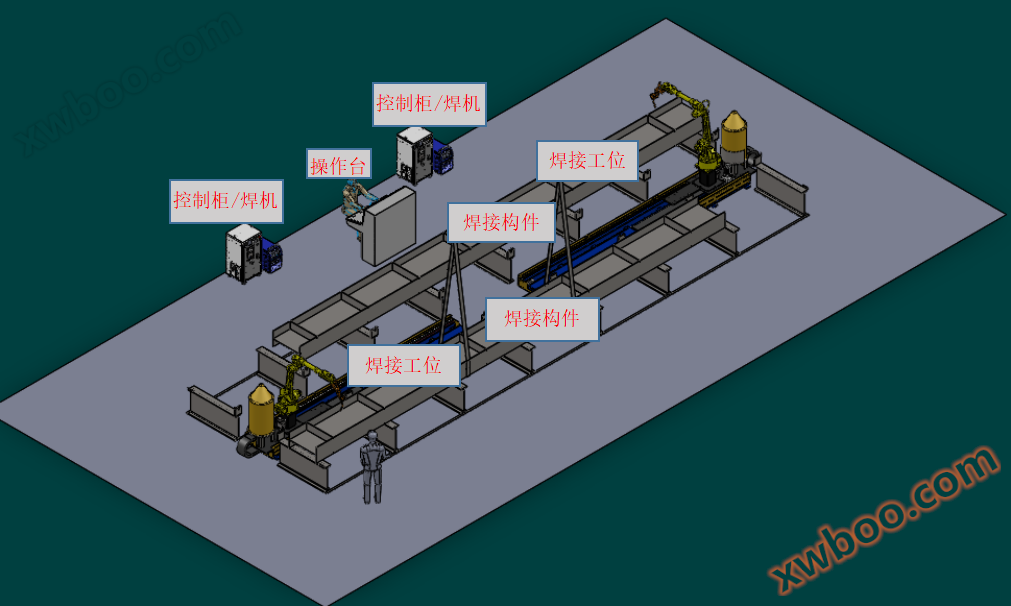
Plaats gevel
Werkstromen (modelgedreven)
2.2.1 Handmatige of transportketen om te laten onderdelen naar de werktafel, dicht bij de locatie van het punt P
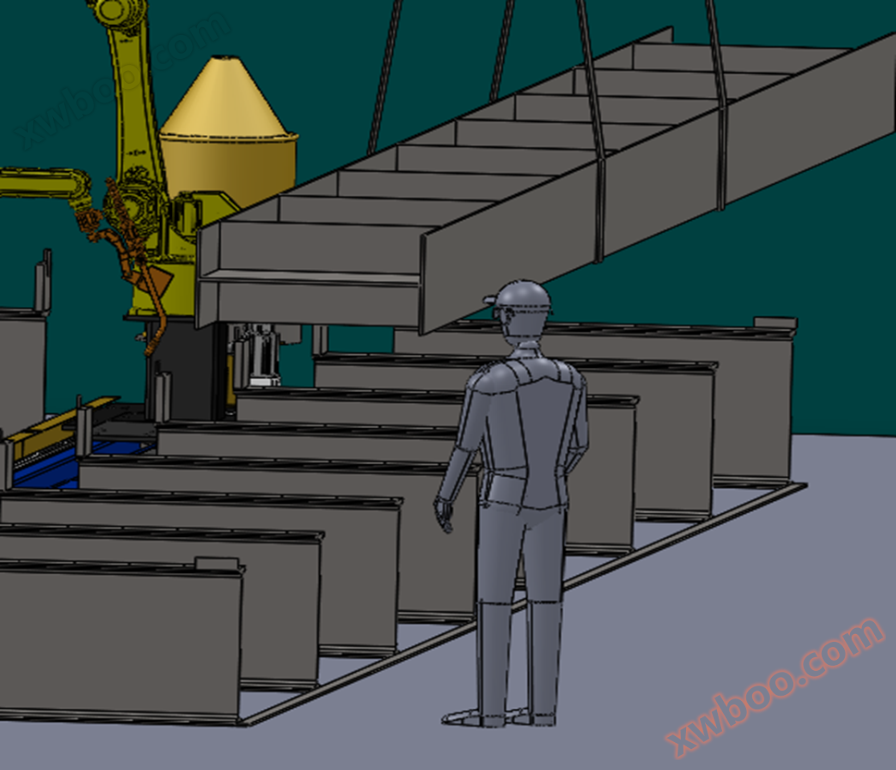
2.2.2 De operator (gelijktijdig of vooraf) draait het model consistent en maakt knooppunten afhankelijk van het onderdeelnummer en de manier waarop het onderdeel is geplaatst
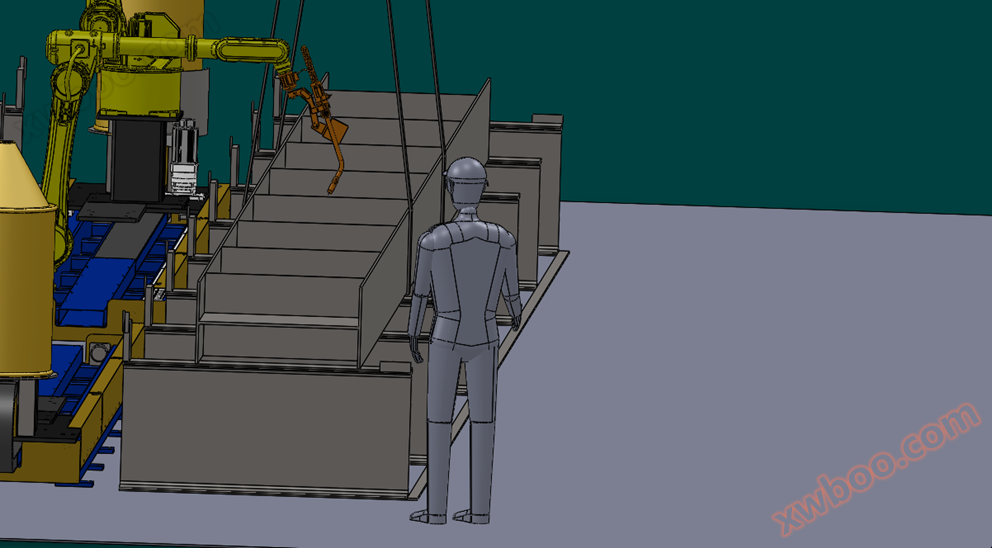
2.2.3 Als de plaatsingsafwijking te groot is, moet de camera eerst het component identificeren om het P-punt te positioneren
2.2.4Als de plaatsing dichtbij is, laadt de operator het model rechtstreeks om de scan te starten (op dit moment kan de operator een ander onderdeel opheffen naar een tweede apparaatsrek of een ander station van het apparaat om het bovenstaande uit te voeren)
2.2.5Nadat de scan is voltooid, start het systeem met het lassen
2.2.6Het gehele onderdeel wordt gelast en wordt vervoerd naar de volgende werkplaats.
2.2.7Hiermee kan de operator meerdere apparaten bedienen
2.2.8Als er geen onderdeelmodel is, kan het apparaat worden gelast met behulp van een visuele interactie, na het plaatsen van het onderdeel op een rack, gebruikt de operator de camera om foto's te nemen van de vereiste lasdelen, het proces te matchen en het scannen van het lassen te starten. De relatieve werklast van de operator is groter dan die van de modelaandrijver.
Online onderzoek
-
Contactpersonen
-
Bedrijf
-
Telefoon
-
E-mail
-
WeChat
-
Verificatiecode
-
Berichtinhoud
-